

Your Customers Deserve the Best
We are an SQF-certified co-packer with a thorough focus on quality control procedures. To ensure your contract beverage is the best it can possibly be, we conduct in-depth reports, rigorous inspections and analytical testing from the moment beverage blending is complete, to the time of canning. Some of our co-packing quality procedures include…

Automatic CIP and reports
We test meticulously in-line to ensure absolute consistency.
ionised air sanitisation
Each can is sanitised in-line using our ionised air system.
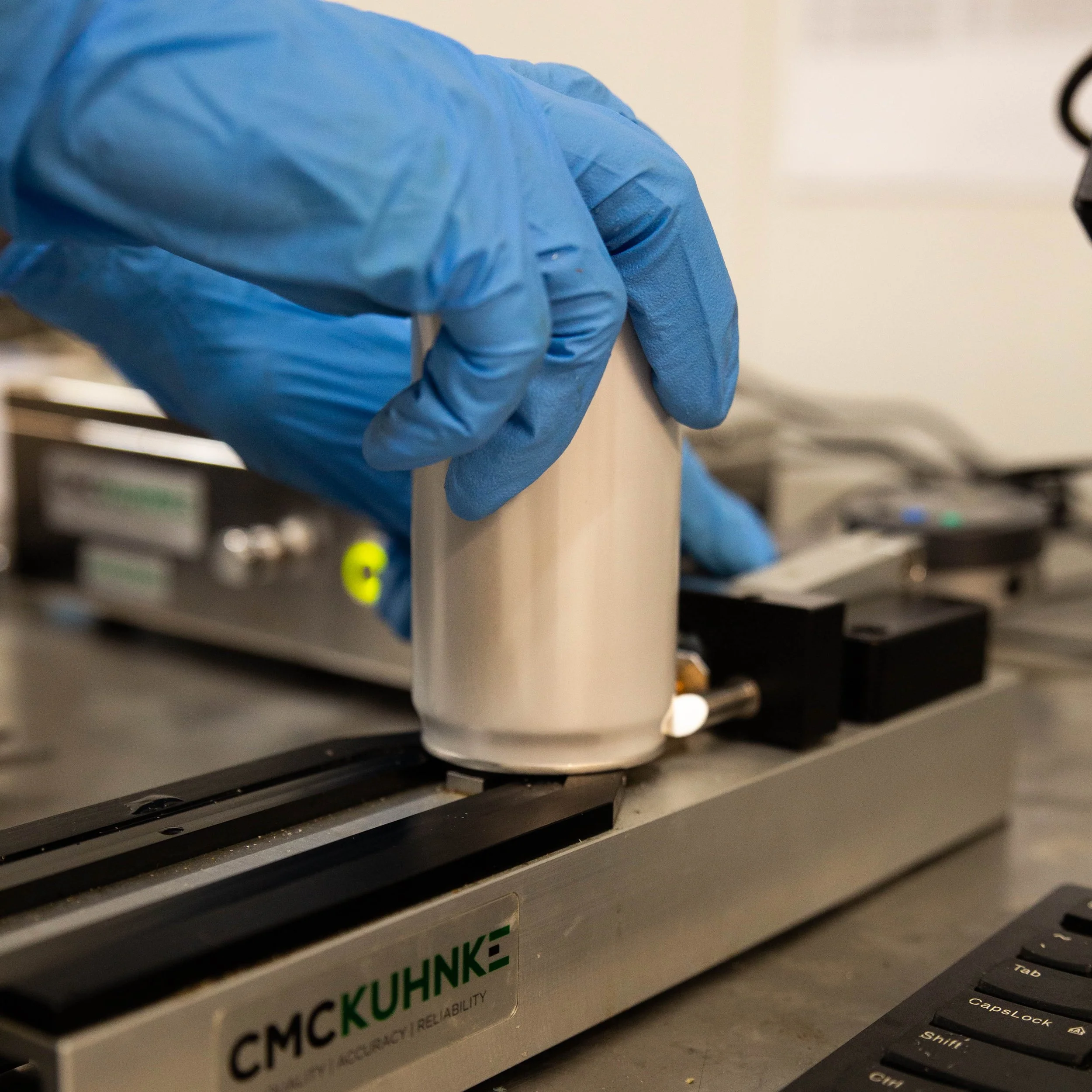
Seam inspection
Detailed Seam testing with our CMC-KUHNKE system.

ATP testing
We test frequently to ensure consistency of your beverage.

Fill Height Detection
Our X-Ray fill height detector ensures your beverage is always NMI compliant.

pH
testing
Our pH testing ensures you have the best quality water in your beverage.

Analytical Testing
We test Brix, pH, Density, ABV%, CO2 and dO2 to ensure each can is in spec.

Velcorin treatment
We use industry approved Velcorin to protect your beverage from contamination.